1. Environmental error
The most important source of errors in machine geometry measurements is the temperature (or more exactly, the change of the temperature) of the measured machine. For example, if the machine’s base is made of steel, then the base’s length increases 11.7um when its temperature changes 1K. It shows how important it is for very precise measurements to measure the temperature of the controlled part of the machine and to use it in readout corrections.
This is not a simple task for a few reasons, but the most important one is that, when the machine operates, there are temperature gradients on it. That means, that you need more than one temperature sensor. Also, the more sensors you use the better accuracy can be achieved. Moreover, the shape of the measured part of the machine may “absorb” a part of the expansion of the material. For example, parts may be built of materials with different expandability. As was mentioned here, the temperature influences the accuracy.
Also, as it changes the refraction coefficient of the measured medium. For instance it is air, but may be water or other substance. An Edlen equation shows how the air refraction coefficient changes with the change of the air temperature, pressure and humidity. The errors caused by the change of the wavelength are less important than the mentioned above. On the other hand, they cannot be abandoned. One ºK air temperature change can cause roughly 1ppm error (i.e. 1um/m). Four hPa air pressure change and the air humidity changes up to 30%.
2. Dead path error
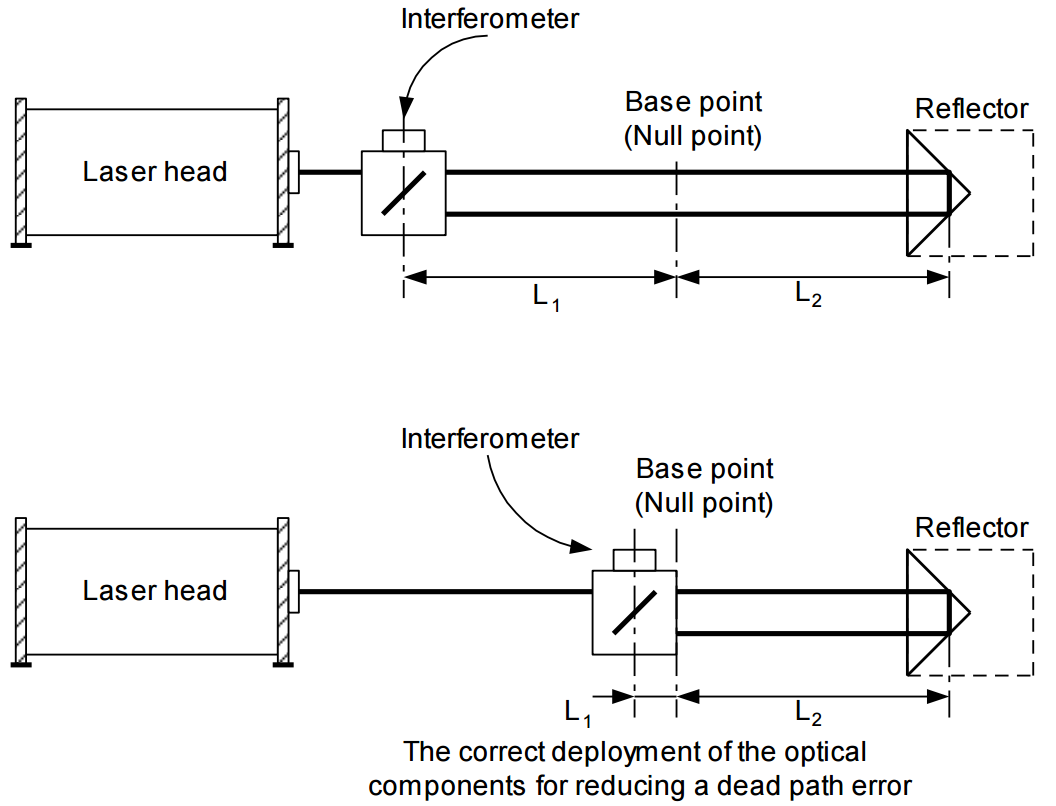
The dead path error is an error associated with the change in environmental parameters during a measurement. This error occurs when some part of the light path, called dead path, is not included in the temperature, pressure and humidity compensation. Certainly take in account the base and the environmental data.
The dead path of the light path is a distance between the optical interferometer and the base. We call it or the null point. L1 in the figure below represents the measuring position.
Let the position of the interferometer and the retro-reflector does not change.
When there is a change in the air temperature, pressure or humidity, then the wavelength changes on the whole path length (L1 + L2). The path length changes also when the temperature of the base changes. But the correction system will use the correct wavelength only on the length L2 and will correct only this length. The correction will not be made on a dead path L1. In this way, the laser system will “move” the base point.
A dead path error is the more severe the greater is the distance between the interferometer and the base point. This error is especially important in laser interferometers where the interferometer is build-up in a common casing with a laser head, because it is then very difficult to reduce a dead path.
3. Cosine error
If the laser beam is not parallel to a measured axis of a machine (i.e. the optical path is not properly adjusted) then a difference between the real distance and the measured distance occurs. This error of misalignment is known as a cosine error, because its magnitude depends on the angle between the laser beam and the axis of the machine (figure below).
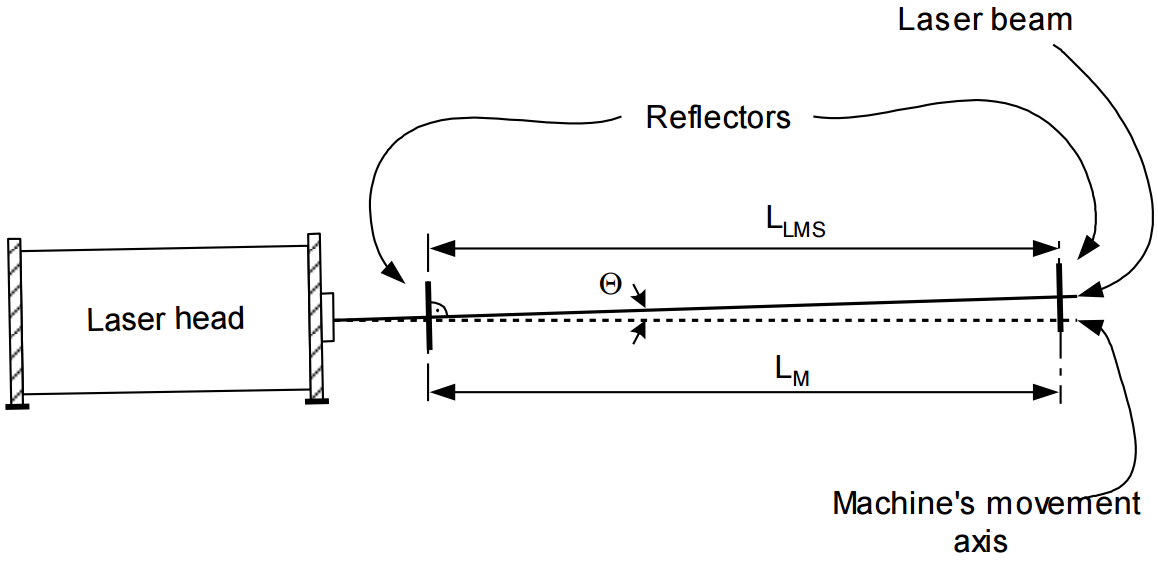
If, as a reflector a flat mirror is used, than the beam must be perpendicular to it. If the machine changes its position form point A to point B, then the beam stays perpendicular to the mirror, but moves on its surface. The distance measured by the laser interferometer ![]() , will be smaller, than the real distance
, will be smaller, than the real distance ![]() , according to
, according to
![]()
The above equation is valid also when as a reflector a corn cube is used. The only method of eliminating the cosine error is a proper laser beam alignment done before a measurement.
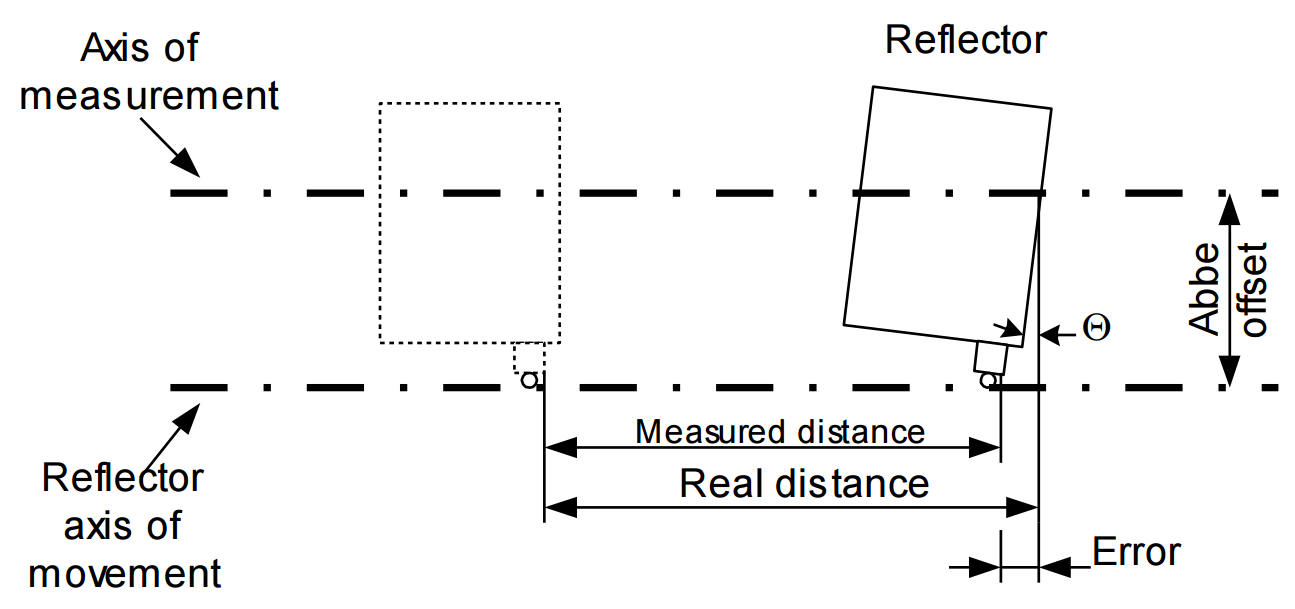
4. Abbe error
An Abbe error occurs when, during measurements, the measured part does not move perfectly straight and there appear angular movements, which cause sloping of the retro-reflector. The sloping of the reflector is the greater the longer is the distance between the axis of the measurement and the axis of movement. This distance is called An Abbe offset. Only the movements in the axis of the measurement are important (see fig. 17.6). An Abbe error may be avoided only when there are no angular movements of the retroreflector in the axis of the measurements.
5. Laser stability
As was already mentioned, in laser measurements the laser wavelength instability changes directly the readout from the interferometer, e.g. a relative instability of the laser in the range of 1ppm, causes an error of 1um on every 1m of a measured distance. Therefore the laser instability error is important mainly in measurements in vacuum (where a refraction coefficient is constant) and when a low stability laser is used (e.g. a semiconductor laser).
The stability of usually used in laser measurement systems, HeNe gas lasers is 0.02 ppm, so the stability error may be neglected.
6. Other errors
In some conditions, a noticeable error may be caused by the electronic part of the interferometer. As the electronics is used mainly for counting, the errors may be associated either with miscounting (some pulses are not counted) or with miscalculating (the calculations are made with finite precision).
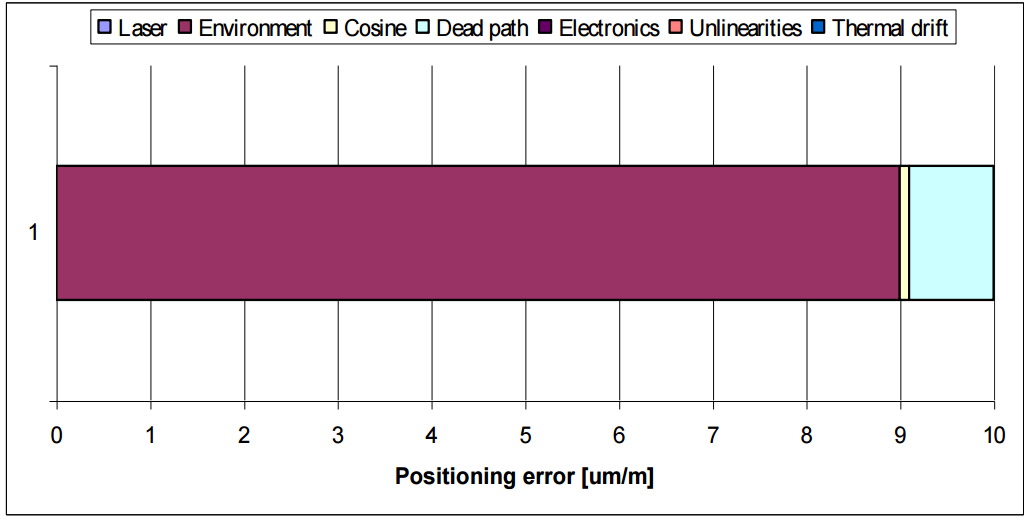
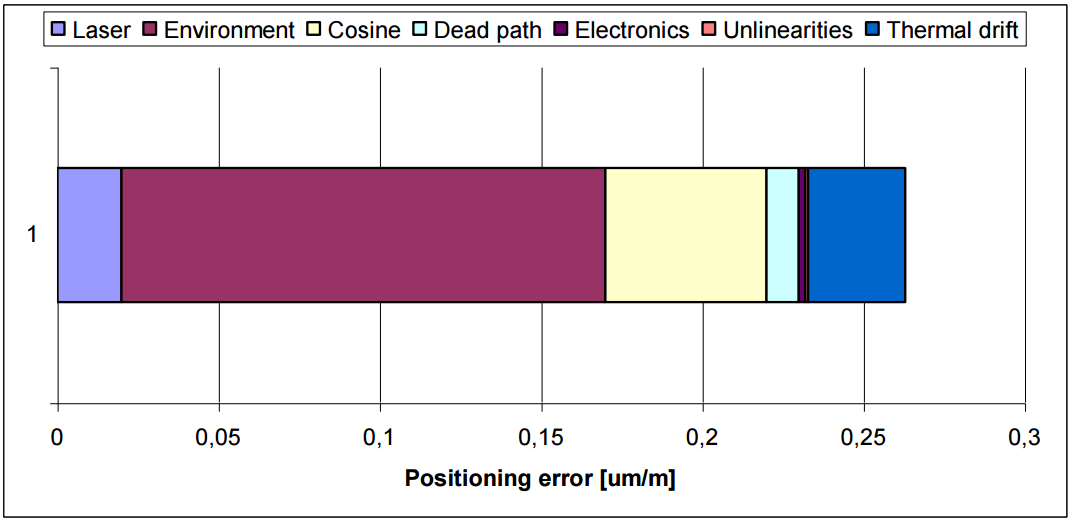
7. Summary
In order to show which of the errors influence the accuracy of a laser measurement system the most, an exemplary calculation of errors on a 1m long steel machine is shown below. Different scales of the charts should be taken into account.